
Inside the Mix – Understanding additives in 3D printed concrete
3D printed concrete offers the potential for quick sustainable construction

Thermoplastics are fantastic engineering materials. They are low cost, lightweight, easy to process and provide excellent durability. It’s no surprise therefore that thermoplastics are omnipresent in our lives, with the average European citizen consuming on average 50 kg per year. High time then to scrutinise thermoplastics from a sustainability standpoint.
The problem lies in the fact that most high market-share plastics (LDPE, HDPE, PP, PET) are manufactured from petrochemicals, which are an unsustainable feedstock and a contributing factor to global warming. At the same time, the durability of plastics is a double-edged sword. The lifespan of commodity plastic parts is hundreds of years, which far exceeds what is functionally required of these materials in most real-world applications (packaging, clothing, sports equipment, etc). The world is witnessing a relentless accumulation of thermoplastic waste as a result. Most of our plastic waste ends up in landfill, and some is incinerated, leading to more CO2 emissions. A significant fraction ends up in our environment, plaguing the oceans and the rest of our natural world, and contributing to harmful microplastics. It is paramount that we find new ways to reduce, reuse, and recycle these otherwise wonderful engineering materials.
Until recently, the plastics industry focused on developing plastic parts that perform their function while using less material through design, but this approach will only get you so far. These days, increased emphasis is placed on improving end-of-life options for plastic items. The demand is largely consumer-driven, but regulators are driving change too, with governments increasingly legislating economic incentives for businesses to use more recycled plastics rather than virgin material. For example, the UK government recently announced a new tax on plastic packaging (£200 per ton, effective from April 2022). Crucially, the tax will not apply to plastic packaging that contains at least 30% recycled plastic.
While such measures should be welcomed to drive change, the fact remains that formulating plastics with recycled feedstocks is by no means trivial and it presents a formidable challenge to industry formulators. This is rooted in the fact that all recycled feedstocks are to some extent compromised; they can be degraded, fouled, malodourous, or presented in mixed fractions of varying polymer type and quality. Often, plastic articles also contain fillers such as calcium carbonate and talc, and pigments such as titanium dioxide, carbon black, and organic dyes. All of these materials need to be considered. While technical solutions exist to varying degrees, the cost-effective processing of recycled polymer feedstocks into high-quality products is key. Simply put, there is little to be gained by spending a lot of energy (and further emissions) into producing a low-quality recycled product that is not economically viable in the marketplace.
Additive technologies will play a key part in ensuring that plastics can be effectively recycled into materials that offer adequate levels of performance. In this blog article we will examine 4 promising additive types from our portfolio for improving the quality of recycled polymer waste streams; in terms of mechanical properties, met flow index and odour. We will also look at recycled pigments and fillers.

Figure 1: Recycling plastics is heavily consumer-driven but is also now being incentivised by governments.
The very nature of thermoplastic processing at elevated temperatures causes polymers chains to break down which means that polymers cannot be reprocessed infinitely. The more a polymer is exposed to high temperatures, for example during extrusion and injection moulding, the worse the mechanical properties of the plastic become. The property that is most affected by recycling is the elongation at break which is related to the polymer chain length. In practice, this degradation is usually countered by mixing in a calculated amount of virgin feedstock. However, in the spirit of sustainability, the amount of virgin material should be limited as much as possible.
This is where innovative materials known as coupling agents can be employed. Coupling agents such as silanes, maleic anhydride grafted polymers, stearates, and organotitanates have been used for decades as compatibilisers for inorganic fillers in organic polymer matrices.
These materials all work via a similar principle; they consist of bifunctional molecules, of which one part has an affinity for the inorganic filler, whilst the other part has an affinity for the organic matrix. As a result, these coupling agents acts as a bridging moiety at the interface between the filler and polymer matrix.
Until recently, organotitanates have largely lived in the shadow of the better-known silane chemistries. However, organotitanates are now attracting fresh interest as additives to improve the quality of recycled polymer feedstocks. This is because while silanes are restricted to coupling to hydroxyl groups, organotitanates have the intrinsic ability to couple to a much broader range of chemical groups. In practice, this means that the organotitanates can couple to fillers such as calcium carbonate and carbon black, where silanes are ineffective.
At Lawrence Industries we represent Borica for their organotitanates chemistries under the Tytan™ brand. To demonstrate the potential benefit of Tytan™ coupling agents in recycled polymers, Borica compared the mechanical properties of a PP/CaCO3 composite, with and without the presence of a Tytan™ CP coupling agent (Tytan™ CP-326).
In the first instance, virgin PP was mixed with untreated (control) and treated CaCO3. The mixture was extruded twice and subsequently, injection moulded into test specimens. For the control sample, the elongation at break was 167 %. For the sample treated with Tytan CP-326, the elongation at break increased to 543 %. This finding demonstrates the ability of the Tytan™ CP to greatly improve the elongation at break, which is likely due to the improved compatibilization at the CaCO3/PP interface.
The experiment was subsequently repeated with a recycled feedstock. To simulate this, virgin PP was first extruded either 3 or 8 times. The treated/untreated CaCO3 was added as above, and the composite was extruded twice more, and moulded into test samples. In the control sample, the effect of multiple extrusion cycles was evident by the decrease in elongation at break down to 101 %, well below acceptable levels. In the case of the sample treated with CP-326, the elongation at break decreased too, but it remained very high at 413 %, well above the level for the control sample containing virgin material only.
With this simple experiment, Borica demonstrated that the treatment of CaCO3 using the organotitanate Tytan™ CP-326 resulted in a composite that is much more tolerant to being thermally reprocessed and recycled.
By extension, this experiment by Borica suggests that organotitanates are potentially suitable to compatible real-world polymer waste streams which are more complex in nature. In principle, these additives can be compatible with any organic material as well as a broad mix of fillers and contaminants, including carbon black.

Figure 2: The effect of Tytan™ CP-326 coupling agent on elongation at break in a PP/CaCO3 composite as a function of the number of extrusion cycles.
Recycling processes can cause detrimental changes to polymer chains that negatively affect flow behaviour. Polymers such as HDPE can undergo crosslinking due to oxidative degradation which increases the viscosity of the molten material. The use of recycled polymers can therefore have a negative impact on moulding, blow-moulding, and extrusion processes. Post-consumer recycled material with inconsistent melt flow can result in decreased productivity and increased waste due to incomplete mould filling and higher scrap rates.
Melt flow index (MFI) is a measure of the ease of flow of the melt of a thermoplastic polymer. It is defined as the mass of polymer, in grams, flowing in ten minutes through a capillary of a specific diameter and length at a set temperature and pressure. MFI is inversely proportional to the viscosity of the melt, and an indirect measure of molecular weight. In recycled polymers, reaching a higher MFI, therefore, corresponds to a lower viscosity caused by a lower molecular weight (due to limited crosslinking by oxidative degradation) and better processability.
AvanMFI PLUS PO MB by Avanzare has been designed to increase the MFI of recycled polymers. The product was developed for recycled HDPE but it is compatible with all polyolefins. The material is supplied as a masterbatch for easy dosage and handling, and to aid incorporation into recycled compounds.
To demonstrate the benefit of AvanMFI PLUS PO MB, Avanzare compared the MFI of a typical HDPE (SABIC B5411) at various addition rates of the product (Figure 3). The MFI was measured at 21.6 kg and at 190 °C according to ISO 1133. Without the presence of the additive, the MFI was approximately 11. Using 3% of the additive masterbatch, the MFI increased to 17 (an increase of 1.5x). Using 5% of the masterbatch, the MFI increased to 19 (an increase of 1.7x).
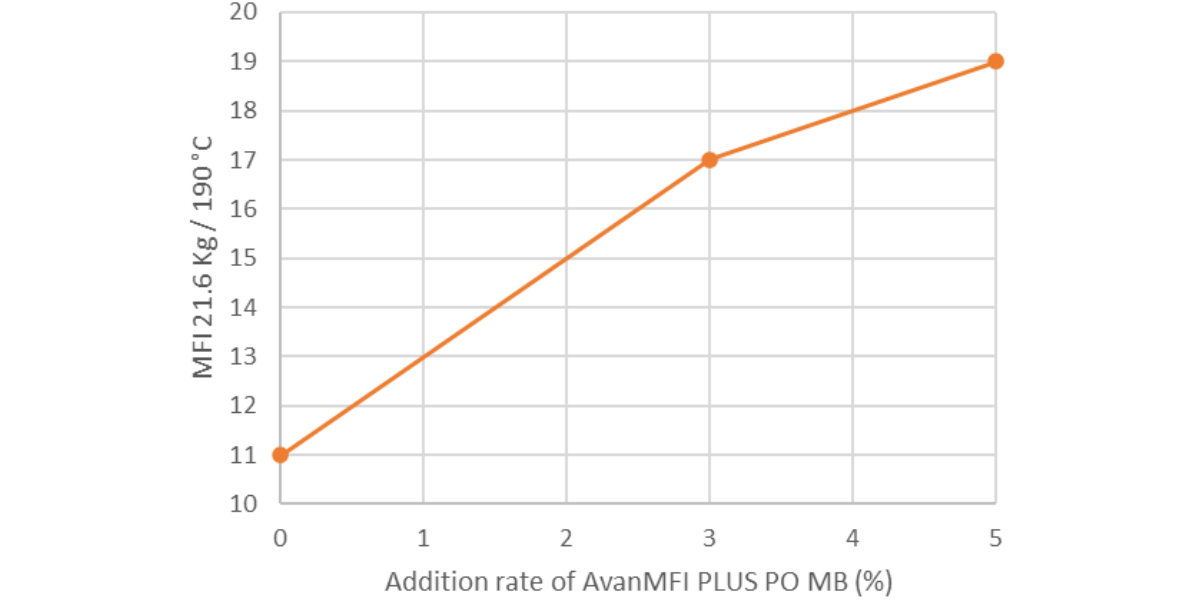
Figure 3: Melt Flow Index (MDI) of HDPE (SABIC B5411) at various addition levels of AvanMFI PLUS PO MB.
Recycled polymers tend to have a smell associated with them which can vary depending on the feedstock. For example, multiple extrusions increase the content of volatile breakdown products so the thermal reprocessing of plastic waste streams leads to odour issues. Post-consumer waste is even more tricky – recycled plastics have a ‘scent memory’ from contact with perfumed detergents or food that creates quality issues. The smell of recycled polymer feedstocks is therefore a challenge that needs to be addressed in order for the reprocessed polymer to find use in high-value products.
In some applications, it is acceptable for the processor to add a masking scent, which is typically added via masterbatch. However, it is often preferred for the offending odours to be removed from the polymer altogether. This can either be achieved via mechanical means or using clever odour adsorbing additives such as ZEOflair® by ZEOCHEM®.
ZEOflair® powder additives are already commonly used in the plastic industry as an additive to remove undesirable odours and volatile organic compounds (VOCs) from plastic products. For example, they can be used to eliminate the unpleasant smell originating from brominated fire retardants or pigments such as Ultramarine Blue. ZEOflair® can also be used to limit VOC emission in plastics for automotive interiors where strict emission regulations apply (i.e. removing that ‘new car smell’).
ZEOflair® is based on a natural zeolite with a unique crystal structure that allows it to adsorb up to 20 % of its weight in VOCs and malodorous molecules. They are inert, white powders that are typically incorporated into masterbatches to achieve the appropriate properties. The selectivity of the various grades of ZEOflair® is based on their pore size and relative hydrophobicity. For example, ZEOflair® 100 is more selective to hydrophobic VOCs compared to ZEOflair® 810, which means that it is selective to a different range of contaminants.
The ZEOflair® technology is most suitable for polymers that are not heavily contaminated. This includes waste streams such as redundant plastic stock waste from plastic manufacturers such as lump, purge compound, run-up waste, waste from colour issues, and so on. Post-consumer recycled waste is possible too if it is not too heavily fouled (bottle caps are an example). To minimise cost, certain design and processing tricks can be employed, for example, using a two-step encapsulation process in which a non-treated plastic is covered with a shell of a compound containing ZEOflair®.

Table 1: ZEOflair® are powdered additives which are typically introduced via masterbatch and designed to adsorb malodourous volatiles present in recycled waste streams down to ppm levels. The selectivity of the ZEOflair® products is determined by their pore size and hydrophobicity.
An article on plastics recycling would not be complete without considering the impact of fillers and pigments on the carbon footprint of recycled compounds. Any fillers or pigments that are added to a recycled compound should also be recycled to keep the carbon footprint as low as possible.
For example, carbon black is a ubiquitous black pigment with an extremely high carbon footprint. It is produced from oil and gas products in a highly energy-intensive process, resulting in a CO2 equivalent of approximately 2.5 tonnes/tonne. To offer a more sustainable option, our partner Waverly Carbon has developed Emerald rCB, a carbon black alternative that is derived from end-of-life tyres. The tyres are pyrolysed to form a carbon-rich material known as ‘char’, which is subsequently processed and refined in the UK to yield a consistent and high-quality carbon black product with pigmenting and UV-protection properties akin to virgin carbon black. By replacing virgin carbon black with sustainable Emerald rCB, CO2 footprint savings of up to 2 tonnes/tonne of pigment can be made.
A different example comes from our supplier TBM in Spain. TBM was born as a collaboration between the local marble producers in the Macael Valley in Spain which produces 80% of Spanish marble. The company collects marble off-cuts from the numerous marble processors in the area and converts them into valuable micronised flours. These recycled marble flours are extremely white and can extend white and coloured plastics alike. The processability of the marble flours is excellent (very similar to calcium carbonate), which allows compound formulators to use high loadings levels thereby maximizing the recycled content of their compounds.

Figure 3: Emerald rCB from Waverly Carbon is a sustainable alternative to Carbon Black that offers all the same benefits as virgin carbon black but also moves us towards a more circular economy and helps meet the requirements for a product to not need to pay the UK Plastic Tax.
In conclusion, additive technologies such as AvanMFI, Tytan™ CP and ZEOflair® can play a part in improving the quality of recycled thermoplastics by improving flow behaviour, mechanical properties and odour. While the use of additives inevitably increases the cost of the compound, this can be offset by their suitability for higher-value applications. The carbon footprint of fillers and pigments should also be considered in recycled compounds. Pigments such as Emerald rCB and fillers such as recycled marble flour can play a role in maximising the recycled content and minimising the carbon footprint of recycled polymer compounds.
To get more information, contact us via our website or give us a call on 01827 314151.

Koen studied chemistry at the Catholic University of Leuven in Belgium which he followed up with a PhD in the field of responsive polymeric coatings from the Eindhoven University of Technology in the Netherlands. He has been with Lawrence Industries since 2019 and is now using his expertise as a Business Development Manager responsible for all our Polymer industries.

3D printed concrete offers the potential for quick sustainable construction

Expandable graphite and Quarzwerke minerals can be used to enhance flame-retardant systems for EV safety.
High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.