
Inside the Mix – Understanding additives in 3D printed concrete
3D printed concrete offers the potential for quick sustainable construction

The study of flow is often referred to as rheology, which describes the deformation of a material in response to applied force, stress or shear. If a particular substance is ‘too fluid’ or ‘too viscous’, it can make the production process of thermosets extremely challenging, time-consuming and costly. For that reason, controlling the rheology of a system is vital.
A rheology modifier offers a solution to this problem. It alters the rheological properties of a liquid system to enhance processability. For decades, fumed silica has been employed as a rheology modifier in various resin systems.
Also known as pyrogenic silica, fumed silica is composed of amorphous SiO2. It is synthesised via the hydrolysis of silicon tetrachloride in an oxyhydrogen gas flame at high temperatures. As a result of this process, microscopic droplets consisting of amorphous silica fuse into chain-like 3D particles called secondary particles. The particles then interact with the flame to create aggregates which join together reversibly, forming agglomerates.
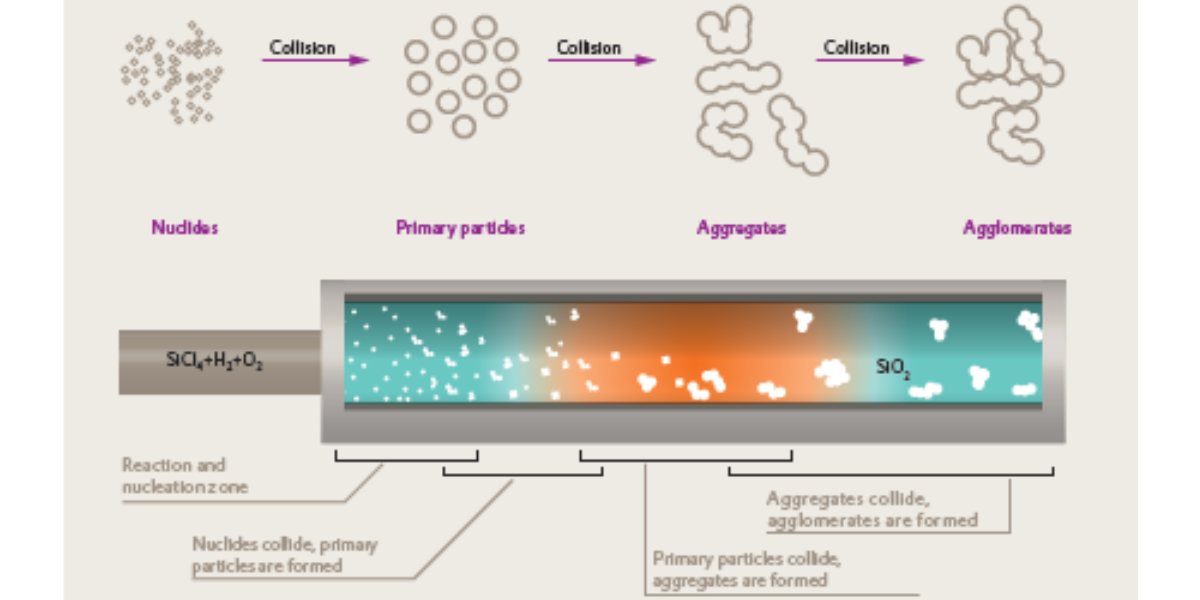
Figure 1: Production process of fumed silica from silicon tetrachloride nuclides to primary particles, aggregates and then agglomerates.
Evonik is one of the world’s leading silica manufacturers. They produce fumed silica under the brand name AEROSIL®. Due to the production process, the silica is of low density, high purity and possesses a chain-like aggregate structure. Fumed silica particles have an extremely large surface area ranging from 35 m2/g to 320 m2/g. Therefore, it serves as an excellent additive for rheology control. In this blog article, we will discuss how AEROSIL® can be used in various thermosets.
Dispersion is an important factor to consider during the incorporation of AEROSIL® into a resin. If AEROSIL® is well dispersed into a resin, the particles are broken down into evenly distributed agglomerates throughout the material. Overall, this helps to achieve optimum performance with fumed silica.
AEROSIL® can be dispersed into a resin via the direct or masterbatch method. The latter entails mixing a concentrate of AEROSIL® into resin with a dissolver, planetary mixer, triple roll mill or kneader to achieve high shear. This breaks down the fumed silica into agglomerates which are subsequently diluted to the required dosage for optimal flow properties.
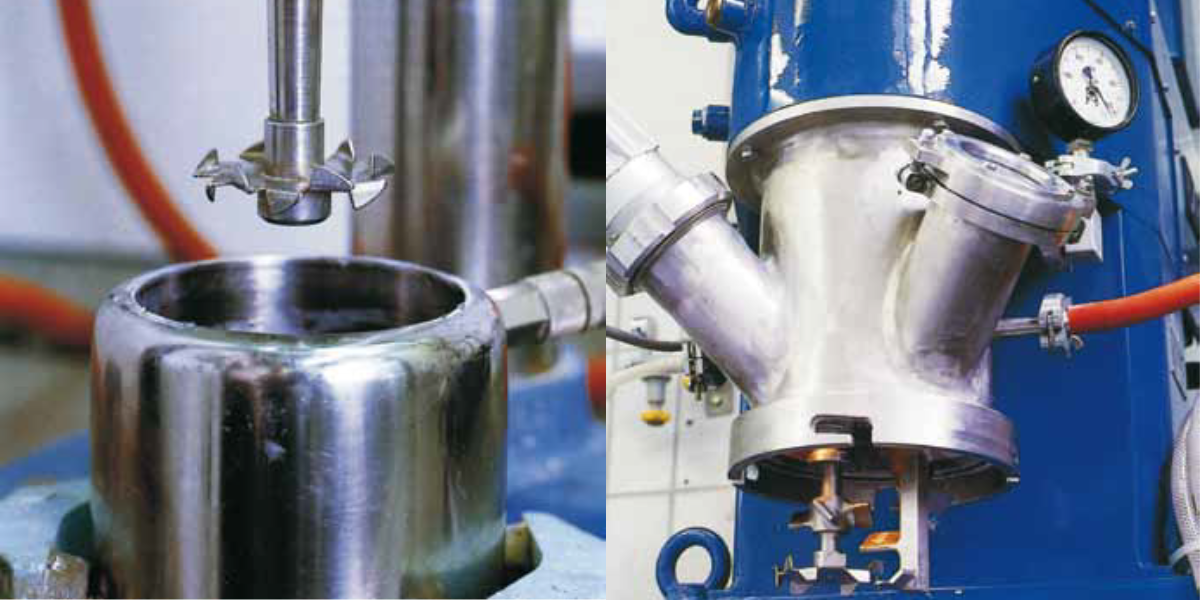
Figure 2: Lab dissolver blade and lab planetary dissolver, both of which can be used for good dispersion of AEROSIL® into resins to provide optimal performance.
For gel coats and laminating resins, the direct method can be used. In this process, AEROSIL® is directly incorporated into the resin so the dilution step is avoided.
AEROSIL® is characterised by silanol (Si-OH) groups on the surface. During dispersion, these groups can interact directly or indirectly with other molecules in the liquid via hydrogen bonding. A reversible 3D lattice structure is produced from this process, which macroscopically, is visible as thickening.
As this process is reversible, subjecting the system to stress (i.e stirring or shaking) breaks down the structure. Accordingly, the system becomes more fluid and the viscosity is reduced. At rest, the viscosity is restored back to the original value as the lattice builds up again. This phenomenon is referred to as thixotropy.
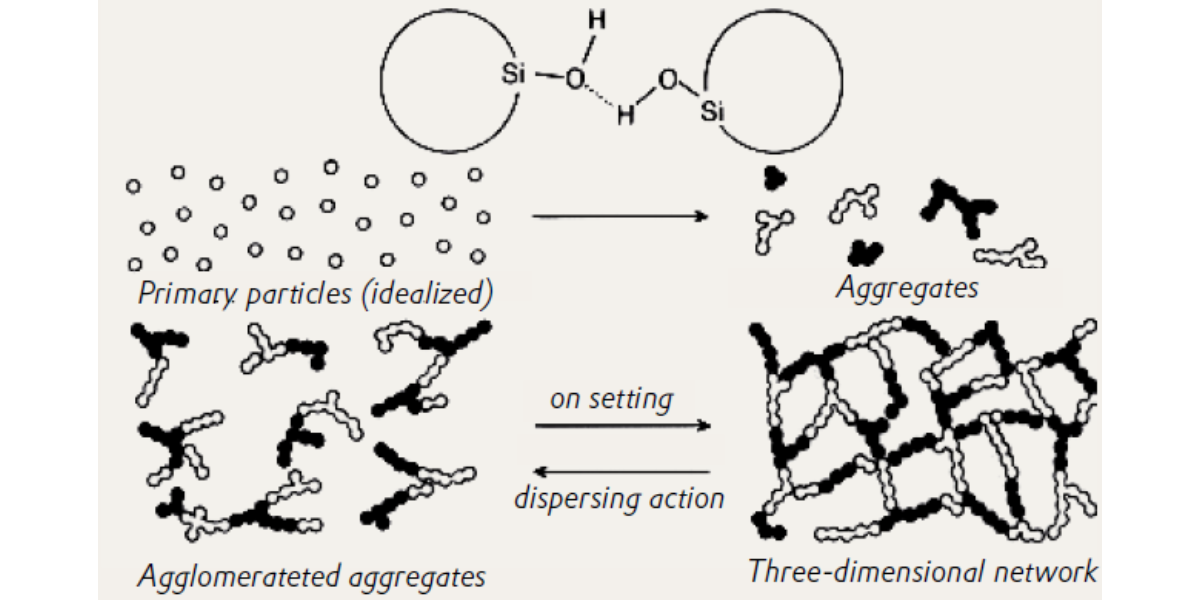
Figure 3: The thixotropic behaviour of AEROSIL® as identified by the two different structures when at rest after 'setting' and when at shear after 'dispersing'.
Not every system is the same, hence EVONIK has developed various hydrophilic and hydrophobic silica grades, with various surface areas. By modifying the functional groups on the surface of these grades, optimum viscosity control and anti-settling behaviour can be obtained.
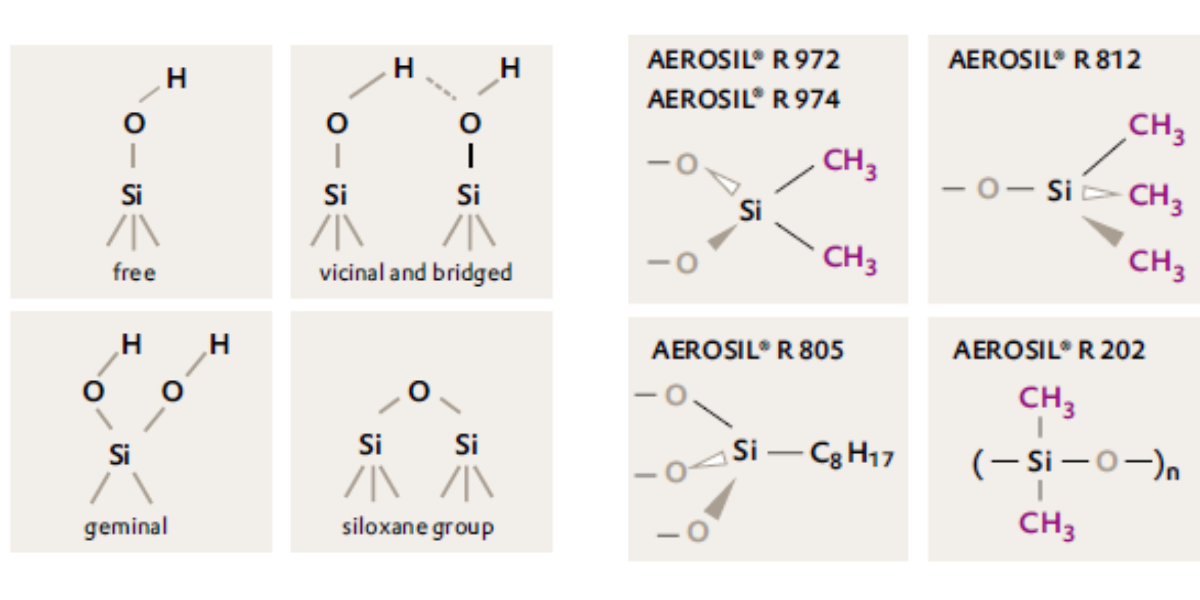
Figure 4 (left): Possible surface Si-OH groups available to give hydrophilic AEROSIL® grades.
Figure 5 (right): Possible surface Si-OH groups available to give hydrophobic AEROSIL® grades.
Unsaturated polyesters are a type of thermoset, predominantly used in fibre-reinforced and non-reinforced plastics. Many industries use these materials including construction, boat building, transport, electrical, engineering and the car industry.

Figure 6: The car industry uses unsaturated polymers in the plastic bodies of cars as they offer improved strength and durability.
GRP (glass-reinforced polyester or fibreglass) comprises a polyester resin and glass fibre. It is frequently used in the boat-building industry to improve strength and durability. The resin must exhibit a lower viscosity during application as it is sprayed and soaked into the fibreglass. However, following the application, a viscosity increase must occur to prevent the resin from seeping out of the fibreglass prior to hardening. In UP resins, this thixotropic effect can be achieved by using 1-3 % of AEROSIL® 200 or 300.
Epoxy resin is renowned for its strong adhesive properties. It offers good adhesion, durability, heat resistance and insulation. This has led to its adoption in adhesives, insulators, motors, transformers, generators, and in the construction of aircraft, bicycles and vehicles.

Figure 7: The aircraft industry relies on having durable materials with good heat resistance and insulation. Here, epoxy resins that utilise AEROSIL® for thickening and thixotropy can be used.
Many rheological issues can be observed prior to and during the processing of epoxy resins. For example, thickening cannot be achieved in solvent-free epoxy resins using hydrophilic fumed silica. The polarity of the surface groups means fluid molecules are attracted to the silanol groups in AEROSIL®. As a repercussion, solvation of AEROSIL® occurs, destabilising the thixotropic network.
To combat the issue of solvation, AEROSIL® R 202 and AEROSIL® R 805 have been developed. These grades help achieve stable thickening and thixotropy in epoxy resins. The surface of AEROSIL® R 202 and AEROSIL R 805 consists of longer-chained hydrophobic groups. Hydrophobic groups act as a shield to some of the silanol groups, preventing undesired wetting. This leaves the remaining silanol groups, as well as the longer-chained hydrophobic groups responsible for the thickening and thixotropic effect.
Figure 8: Viscosity performance of EPIKOTE 216 thickened with various AEROSIL® fumed silica grades (4% conc) at 50°C as a function of storage time.
Figure 8 shows an example of the viscosity performance of a typical epoxy resin, EPIKOTE 216, thickened with various AEROSIL® fumed silica grades at 4%. Compared to hydrophilic fumed silica, AEROSIL® 300, higher viscosities can be obtained, particularly with AEROSIL® R 202. Notably, the viscosity of the thickened epoxy resin hardly changes with storage time, due to the excellent storage stability of AEROSIL®.
Numerous solvent-free epoxy resins also contain fillers. These act to improve the thermomechanical properties, reducing shrinkage during hardening or for economic considerations. Synthetic fillers typically have particle sizes between 0.5-500 µm and can possess densities in the range of 2-4 g/cm3. Generally, this tends to increase the likelihood of settling, which is undesirable. To tackle this problem, AEROSIL® can be used in heavy loading systems as an anti-settling agent to slow down or even prevent the settling of fillers.
For more information on AEROSIL® in epoxy resins, check out our previous blog post on this topic.

Figure 9: When fillers settle in an epoxy resin, it can prevent curing, or can produce undesired properties in the cured resin such as insufficient strength or cracking, as above.
Polyurethanes are a type of thermoset commonly used in sealants. These are usually marketed as 1K or 2K products and play a crucial role in the direct bonding of windscreens, shipbuilding, and expansion joints in buildings. For more information on polyurethanes, we have a blog post describing the chemistry of polyurethanes.
One of the problems associated with using rheological modifiers in sealants is their sensitivity to moisture. For example, 2K sealants contain a moisture-sensitive isocyanate component and 1K sealants cross-link after moisture exposure.
If hydrophilic silica is used, the water absorption rate is higher as the prepolymer’s isocyanate groups react with water. This can form urethane groups and CO2 which ultimately increases the viscosity of the sealant.
To overcome this issue, hydrophobic silica types such as AEROSIL® R 202, AEROSIL® R 972 and AEROSIL® R 974 can be used due to their extremely low moisture absorption. This makes it impossible for side reactions to occur in 1K sealants.
Aside from its thixotropic and anti-settling properties, AEROSIL® can also provide some reinforcement. This is immensely useful in the automotive and transportation industry as polyurethanes are often used as adhesives in windscreens.
Overall, AEROSIL® can be used in a variety of thermosets for rheology control, anti-settling and reinforcement properties whilst exhibiting excellent shelf-life stability. If you are interested in hearing how AEROSIL® fumed silica could be used in your thermoset or epoxy-resin applications, please contact us to speak to one of our polymer experts who can suggest a specific grade and send you samples.

Anjalee completed her MChem in Chemistry at Nottingham Trent University and was awarded best MChem Chemistry Student. She had roles in sales throughout her studies but now combines this with her degree doing technical sales.


3D printed concrete offers the potential for quick sustainable construction

Expandable graphite and Quarzwerke minerals can be used to enhance flame-retardant systems for EV safety.
High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.