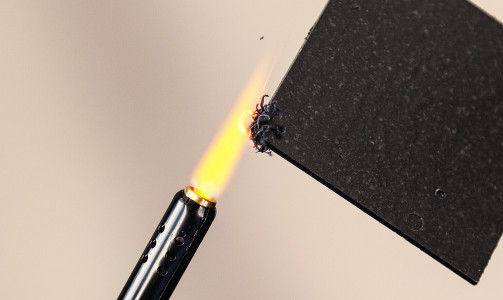
High-Temperature Expandable Graphite for Engineering Polymers
High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.

Thermochromic pigments, such as Chromazone® pigments and slurries, enable formulators to create products with dynamic and heat-sensitive, colour changes. These smart materials have found their way into various applications, from functional safety indicators to eye-catching promotional products (Figure 1).
For example, reversible thermochromic pigments are used in novelty mugs that reveal hidden designs when filled with hot beverages, packaging that signals when food or drink is at the optimal temperature for consumption, security labels for brand protection and anti-counterfeiting, and temperature-sensitive warning indicators on surfaces or medical devices.

Figure 1. Thermochromic pigments such as Chromazone® can be used in a variety of applications from novelty promotional products, through to safety indicators or brand protection applications.
Thermochromism in Chromazone® pigments is based on microencapsulated leuco dyes that undergo a reversible structural change when exposed to specific temperatures. Below their activation temperature, these dyes are in a coloured state; upon heating, the solid matrix they are suspended in melts, and the molecular structure shifts, rendering the pigment colourless or lighter. This transition is fully reversible: cooling restores the original colour. The activation temperature can be tailored between -10°C and 69°C to suit specific application needs, with the colour change typically occurring within a 3–5°C window around the rated temperature.

Figure 2: Principle of reversible thermochromism. When heated about their activation temperature, Chromazone® thermochromic pigments will undergo a colour change and change from coloured to colourless.
Chromazone® thermochromic pigments are supplied in two primary forms to facilitate a broad spectrum of industrial uses:
When formulating with Chromazone® thermochromic pigments, several critical factors must be managed to ensure optimal performance and longevity:
Reversible thermochromic pigments can be used in a wide range of applications in coatings, inks and polymer masterbatches:

Figure 3: Thermochromic inks used on food packaging can indicate when food or drink is at an optimal temperature for consumption and result in eye-catching packaging
Thermochromic pigments like Chromazone® offer chemists a versatile toolkit for creating responsive, engaging, and functional materials. With careful attention to formulation parameters and environmental sensitivities, these pigments unlock a world of possibilities in coatings, inks, and plastics, transforming ordinary products into interactive experiences.
For more information and to discuss your application, contact your Lawrence Industries account manager or call us to discuss your requirements.
Leuco Dye vs. Liquid Crystal: Understanding the Difference and Finding the Right Fit with SpotSee (TMC):

Danielle studied Chemistry at the University of York, where she earnt her MChem with a focus on Green Chemistry. She started with us in 2013, specialising in Coatings and has since progressed to a Business Development Manager looking after both Construction and Coatings accounts. Since 2020, Danielle has also been in charge of overseeing our marketing activities.



High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.

Micaceous Iron Oxide (MIO) is a naturally occurring iron oxide used in protective coatings due to a lamellar/platy morphology that allows it to form a barrier towards the ingress of water.

Thermochromic pigments, such as Chromazone®, enable formulators to create products with dynamic and heat-sensitive, colour changes. These smart materials have found their way into various applications, from functional safety indicators to eye-catching promotional products. For example, reversible thermochromic pigments are used in novelty mugs that reveal hidden designs when filled with hot beverages, packaging that signals when food or drink is at the optimal temperature for consumption, security labels for brand protection and anti-counterfeiting, and temperature-sensitive warning indicators on surfaces or medical devices.