
Inside the Mix – Understanding additives in 3D printed concrete
3D printed concrete offers the potential for quick sustainable construction

3D printed concrete is a form of additive manufacturing which uses a robotic arm to extrude concrete layer by layer from a digital model. This enables the formation of buildings, houses and other complex shapes at a faster rate, with lower labour costs.
A small house can be printed in 24–48 hours, but only if the 3D printable concrete mix is carefully engineered. The material must be pumpable and extrudable, yet it also needs to gain sufficient stiffness and early strength to support each subsequent layer without collapse. Chemical admixtures and mineral additives are central to achieving this balance between flowability and buildability in 3D printed concrete.

Figure 1: A 3D printed concrete wall achieved through tailored superplasticisers, viscosity modifiers and fibre‑reinforced mix design.
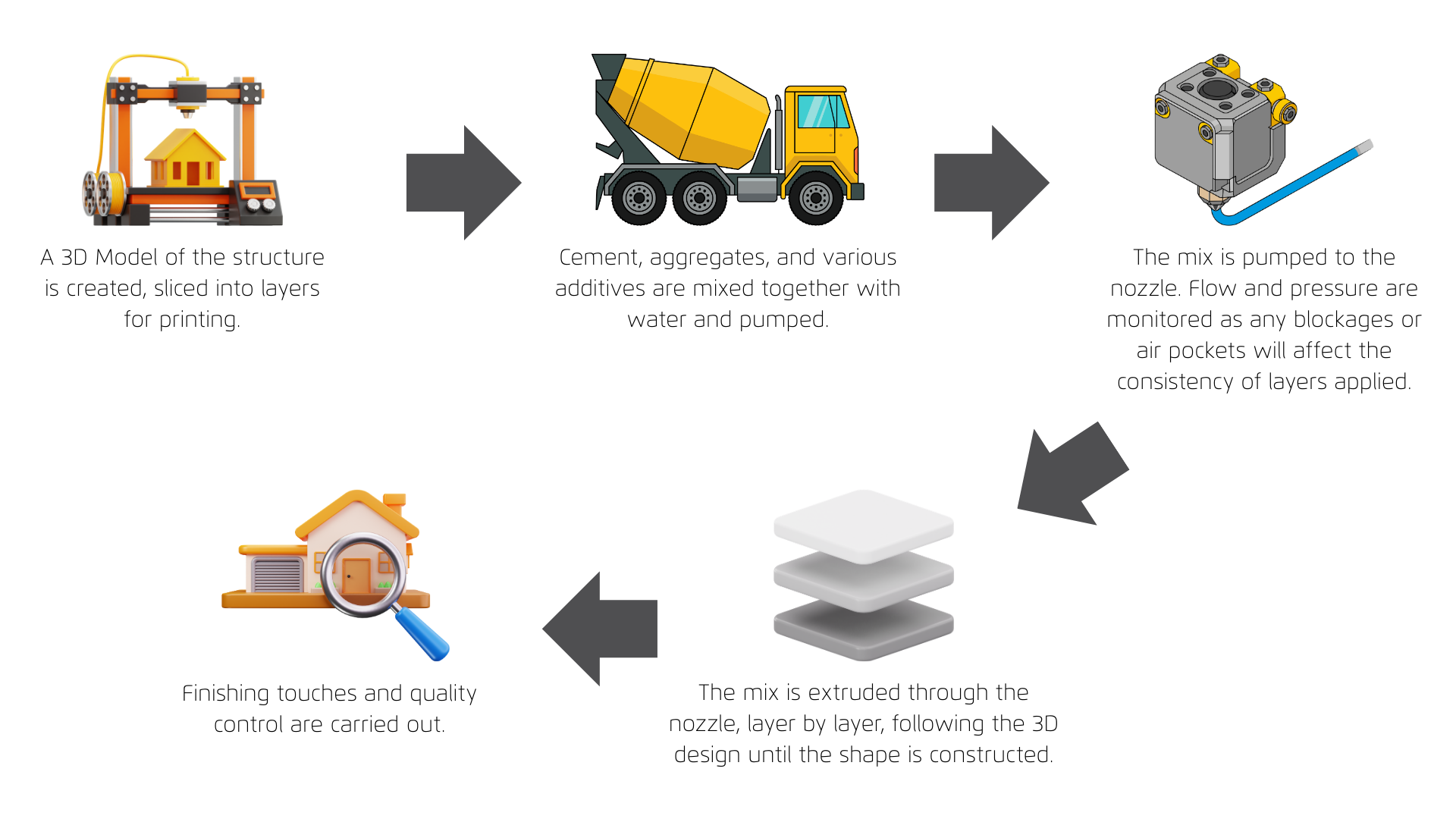
Figure 2: A infographic showing the steps for 3D printing a house with concrete from 3D Digital Design, to preparing the mortar on site, pumping it to the nozzle, layered printing and then quality control.
To print consistent and stable layers the mortar mix must have a specific set of properties, in short: it has to flow like a liquid when pumped, but behave like a solid as soon as it’s printed to support the consequent layer. To achieve this, superplasticisers, viscosity modifying agents, pozzolans, defoamers or even air entrainers are used.
For successful 3D concrete printing, the mix must satisfy several competing requirements.
Chemical admixtures and mineral additives are used in relatively high dosages in 3D printable concrete to manage these parameters more tightly than in conventional cast concrete.
Superplasticisers are high performance water reducing admixtures that enable a lower water to cement ratio (w/c) while maintaining workability. In general, a lower w/c ratio leads to higher strength but poorer flow; superplasticisers overcome this trade off by dispersing cement particles and reducing flocculation.
They work primarily by adsorbing onto the cement surface and imparting electrostatic or steric repulsion, which separates particles and improves fluidity at a given water content. Modern polycarboxylate ether (PCE) based superplasticisers can achieve water reductions of 30–40% relative to a control mix, depending on dosage and system.
The three most common types of superplasticisers are based on lignosulfonate, melamine based polymers and polycarboxylate ethers (PCE).
| Type | Key Properties & Effects | Applications |
|---|---|---|
| Lignosulfonates |
|
|
| Sulfonated melamine formaldehyde polymers (SMF) |
|
|
|
Polycarboxylate ethers (PCE) |
|
|
Table 1: summary of various superplasticiser technologies and their applications.
ViscoCrete® by Sika is a range of high performance PCE superplasticisers suitable for both ordinary Portland cement (OPC) and ternary binder systems. They are used to reduce water demand and to finely adjust the flow profile of the mix, which is particularly important in 3D printed concrete where a narrow printability window must be maintained.
 in dry mortar and concrete/Slump_profiles_using_ViscoCrete.png)
Figure 3: Water reduction, slump control and slump keeping consistency can be achieved using ViscoCrete® PCE powdered superplasticisers.
For 3D printed concrete, ViscoCrete® can help to:
By combining suitable ViscoCrete® grades, formulators can design 3D printable concretes with controlled initial slump, controlled slump loss and tailored setting behaviour.
Failures in 3D printed concrete usually happen due to layer instability. This can occur as elastic buckling (where layers bend under their own weight) or plastic collapse, which happens when the lower layers are pushed beyond their strength limit and start to deform, spread and eventually give way.
An important part of preventing this failure is managing the material’s yield stress and early strength development:
A range of viscosity modifying agents (VMAs) including clays, cellulose ethers and fumed or precipitated silicas can be used to increase mix viscosity and reduce segregation. VMAs also influence the thixotropic rebuild, which is critical for interlayer stability in 3D printed concrete.
Fine, reactive silica based VMAs can enhance cement hydration and accelerate setting, further strengthening the freshly printed layers.
SIPERNAT® 380 was tested using 0.25% - 1.00% addition level by total mass of 3D concrete print mix. Tests showed:
This means the fresh mortar still pumps and extrudes easily (dynamic yield stress largely unchanged), but becomes much more stable once at rest (static yield stress increased).
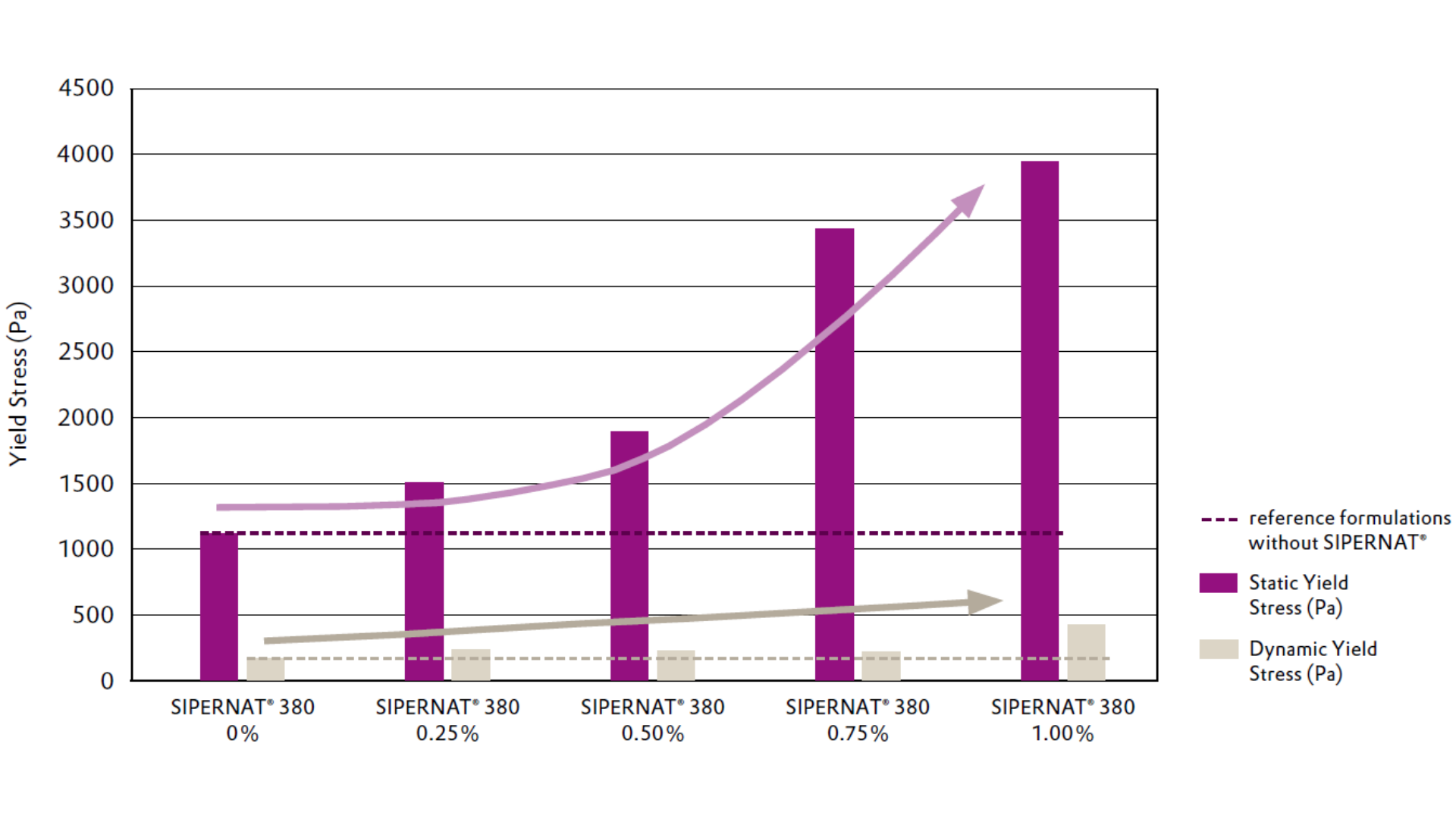
Figure 4: The impact of SIPERNAT® 380 dosage on the static and dynamic yield stress of a 3D printed concrete mixture. An increase in static yield stress is seen from addition levels as low as 0.25%. An addition of 0.75% results in three-fold increase in static yield stress yet has minimal impact on the dynamic yield stress.

Figure 5: Number of printable layers of a model 3D concrete formulation in dependence of the SIPERNAT® 380 addition.
In layer build‑up tests, a 1.00% dosage of SIPERNAT® 380 enabled up to 28 layers to be printed without collapse, compared with only 12 layers in a reference mix without the VMA. This improvement in buildability directly supports taller and more reliable 3D printed elements.
SIPERNAT® 380 also accelerates setting; at a 0.75% addition level, the setting time of the 3D printed mortar was almost halved, further supporting interlayer stability.
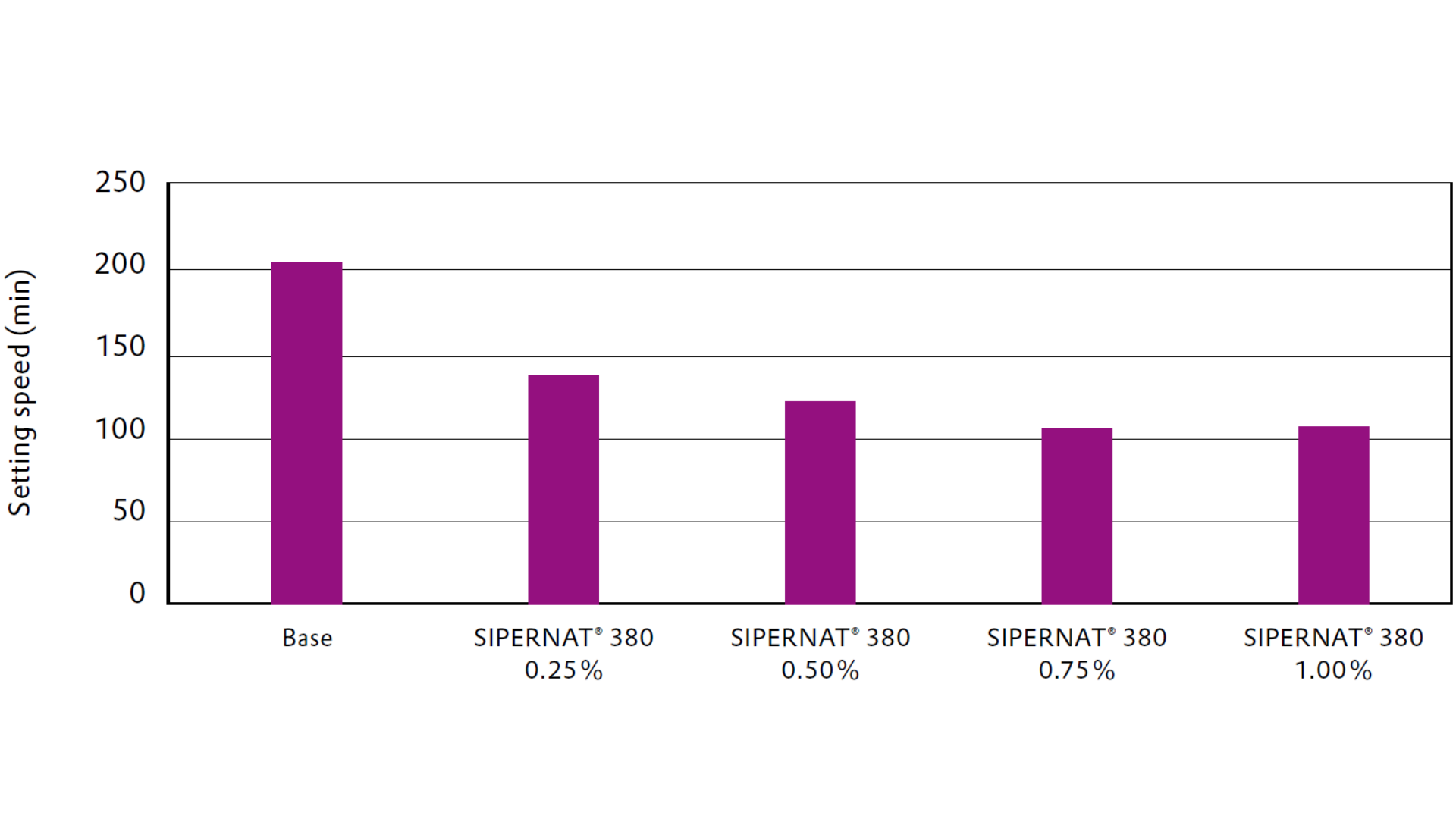
Figure 6: The effect of SIPERNAT® 380 dosage on setting time of a 3D printed concrete mix. Increasing the dosage up to 0.75% significantly accelerates the setting, with little additional effect at 1.00%.
Setting accelerators are used in 3D printable concretes to promote rapid early strength development after extrusion. Alkali free powder accelerators such as Sika® Sigunit AF products can be dosed to shorten setting time and boost early strength, provided that pumpability and open time are still carefully managed.
Alkali free powder accelerators such as Sika Sigunit® AF products can be dosed to shorten setting time and boost early strength, provided that pumpability and open time are still carefully managed.
It is crucial to match setting behaviour to the printer speed and layer cycle time.
In practice, accelerators, superplasticisers and VMAs are combined to define a robust printability window that maintains pumpability up to the nozzle and rapid stiffening after deposition.
A variety of additives can be incorporated into 3D printed concrete formulations depending on the desired end properties.
When higher strength and density is required, a formulator may select a powder defoamer to minimize entrapped air and improve the performance of the hardened mix.
Powder defoamers from the Agitan® range can help to:
In outdoor environments, especially where freeze–thaw cycles are expected, carefully controlled air entrainment improves durability. Products such as Sika® AER 200 P introduce microscopic air voids that act as pressure relief sites during freezing, improving resistance to scaling and spalling.
In 3D printed concrete, air entrainers can also enhance workability and cohesion, although a moderate reduction in compressive strength is usually observed and needs to be accounted for in design.
Pozzolanic materials such as reactive metakaolin (MetaMax® from KaMin), fly ash and silica fume are widely used in advanced 3D printable concretes. In the presence of calcium hydroxide, these pozzolans react to form additional calcium silicate hydrate (C S H), which:
Metakaolin and silica fume can also contribute to higher thixotropy and shape stability, supporting the buildability of 3D printed elements.

Figure 7: Pozzolanic, such as MetaMax from KaMin can be used to accelerate strength and lower carbon footprint
Crack control is a critical challenge in 3D printed concrete because printed elements often have high surface to volume ratios, anisotropic properties and limited conventional reinforcement. Cracks can form at very early ages due to plastic shrinkage, as well as later due to drying, autogenous and thermal shrinkage.
Polypropylene (PP) microfibres are a common solution for controlling early age cracking in 3D printed cementitious composites. Short fibres (typically a few millimetres in length) are dispersed throughout the mix, where they bridge micro cracks and distribute shrinkage strains more evenly, reducing the likelihood of visible cracking.
Alongside PP fibres, other synthetic fibres and mineral fibres can be considered, depending on the target performance and exposure conditions. Lawrence Industries supplies a range of fibres and complementary additives for crack control and durability enhancement in cementitious systems, which can be tailored to 3D printed concrete formulations.
3D printed concrete is transforming the construction industry, enabling faster, more sustainable and customisable builds. However, success relies on achieving the perfect balance between flowability and structural integrity.
Additives such as superplasticisers, viscosity modifying agents and accelerators play a crucial role in controlling rheology, pumpability and setting times. By fine tuning these parameters, formulators can create printable concrete mixtures that flow smoothly through the nozzle yet maintain enough strength to support each layer.
Ultimately, a well-optimised additive package ensures consistency, reduces failures and expands the potential of 3D concrete printing for both small scale structures and large architectural projects.
At Lawrence Industries, we supply a broad portfolio of construction additives - including superplasticisers, rheology modifiers, powerful pozzolans, air entrainers, defoamers and fibres - suitable for 3D printed concrete and advanced mortar applications.
Our technical team can support you with mix design concepts, product selection and troubleshooting for your 3D concrete printing projects.

Jake graduated with a BSc in Chemistry from the University of Swansea in 2020 and stayed on in Swansea to do an EngD working on developing sustainable paint coatings for coil-coated steel. His work included synthesis based on renewable materials to replace fossil-derived polyesters and the introduction of bio-derived additives such as waxes and matting agents into paint formulations. He joined us after this in 2024 wanting to use his skills and technical expertise in a different setting, and now looks after HI&I and coatings accounts.

3D printed concrete offers the potential for quick sustainable construction

Expandable graphite and Quarzwerke minerals can be used to enhance flame-retardant systems for EV safety.
High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.