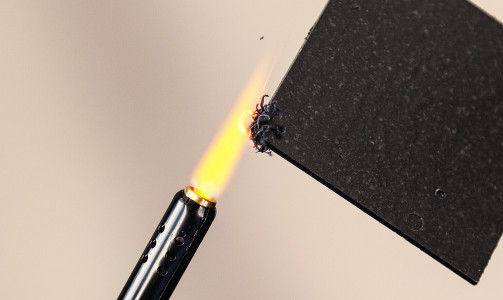
High-Temperature Expandable Graphite for Engineering Polymers
High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.

A versatile range of precipitated (SIPERNAT®) and fumed (AEROSIL®) silicas are available from EVONIK for absorbing liquids, such that they are converted into dry free-flowing powders. Why are these products highly efficient carriers for liquids? It is due to their high internal and interstitial pore volume. Many other materials commonly used as carriers only have external surface area available, for example, maltodextrin and starches (Figure 1).

Figure 1: Schematic of liquid at the surface of a non-porous carrier (left) and of liquid absorbed in the pores of SIPERNAT® (right).
Grades can be chosen with different particle sizes, depending on the requirements of the end application. SIPERNAT® 22 and 2200 are very coarse grades, which are more free-flowing and less dusty than some other products. They may be too large for certain applications, however. In this case, the formulator might choose SIPERNAT® 22S, SIPERNAT® 50S or AEROSIL® 200. Conversely, these grades may be too fragile or dusty for particular applications.
Lawrence Industries' technical sales team will be able to assist you with selecting the correct grade for your application. Please call us on 01827 314151.
Table 1 gives an overview of relevant physicochemical characteristics displayed by some of these carriers.
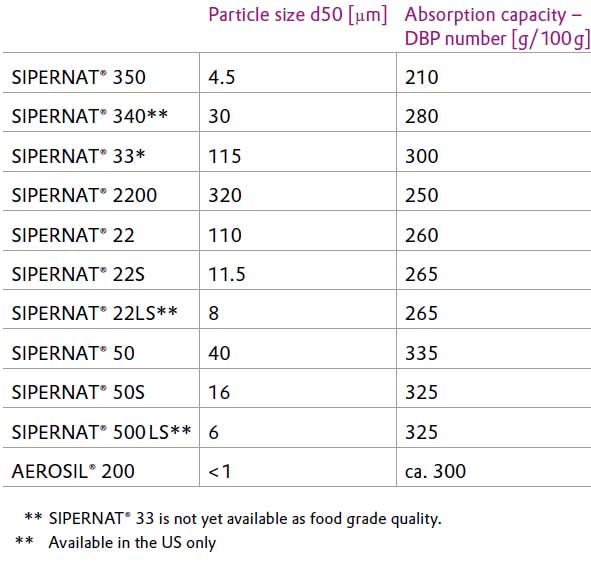
Table 1: Typical physicochemical data of some selected silica carrier grades.
It is possible to convert liquid, semi-solid and pasty substances into powder. Table 2 gives an overview of some frequently converted absorbates and recommends the typical addition level ranges for some commonly used grades in these applications.

Table 2: Application areas of speciality silica as a carrier.
Generally, the carrier should be put into the mixer first. Liquids should be dosed in as continuously and finely distributed as possible. In some special cases, where the absorbate has been liquefied through increased temperature, improved results can be obtained wherein the silica is added to the liquid.
It is important that gentle mixing is applied. Optimum results cannot usually be obtained with high pressure or high shear forces as they partly destroy the porous structure, desorbing any absorbed liquid.
Figure 2 shows a choline chloride formula with 67% choline chloride solution (75%) absorbed on 33% SIPERNAT® 22 by weight. This was produced at low shear and resulted in good flow behaviour, enabling the material to be easily packed, transported and processed further.

Figure 2: Free-flowing choline chloride absorbate onto SIPERNAT® 22 as a carrier.
In comparison, the same choline chloride system was processed under high shear. The results of this can be seen in Figure 3. This is not an ideal system for flow behaviour.

Figure 3: Choline chloride paste created by excessive shear when loading the liquid onto SIPERNAT® 22.
To optimise flow behaviour and pressure stability of the absorbates, the liquid should be introduced as finely divided as possible. The best method is to atomise the liquid through a sprayer. If this is not possible then dripping is better than pouring. Ploughshare® and paddle mixers are well suited to perform these kinds of mixing tasks. They have short mixing times and very low shear, so the particles remain intact. Avoid high-intensity mixing elements inside low-shear equipment.
For fine particle carrier silica, the absorption capacity may vary a lot depending on the shear energy which is applied when the absorbate is made. Overshearing these products can lead to a reduction in the absorption capacity; due to damage done to the particle structure and uncontrolled agglomeration. Figure 4 illustrates the absorption capacity for some selected silica carriers. This is given as the maximum volume of liquid (ml/g of silica) before liquid soaks out under pressure.

Figure 4: Maximum absorption of selected SIPERNAT® types. For fine particle silica, the absorption capacity depends on the mixing conditions.
Some noteworthy observations when making absorbates:
As the loading level increases, flowability reaches an optimum. This will depend on the properties of the carrier silica and the liquid being carried. When saturated, the carrier flow will become worse and dustiness is reduced. This effect is shown through two case studies, in Figure 5 and Figure 6. It is important to choose the carrier based on the required liquid loading level since each carrier will exhibit an optimum loading level where efficiency, flow and dustiness are balanced.

Figure 5: SIPERNAT® 50 absorbate of a nutraceutical active ingredient. Dustiness is defined as the percentage light scattering at 30 seconds when the sample is dropped in the sample chamber of a Palas Dustview™.

Figure 6: SIPERNAT® 22 absorbing Vitamin E, versus competitive silica.
When mixing both SIPERNAT® and other substances, dual-carrier applications are possible. These types of carriers can optimise cost, absorption capacity, dustiness and various other desired properties. For example, a dual-carrier made of maltodextrin and SIPERNAT® 500 LS can optimize absorption capacity, costs, solubility and flavour profiles. The specific combination of dual carriers is dependent on several factors and needs to be based on the desired finished product. These factors include:
Flavour control is critical in the beverage and food industries since evaporative losses will impact the final product. This may occur either during manufacture or storage.
Kinetic considerations are significant when choosing a substrate to carry liquid flavours. Encapsulation techniques can be used to control these losses.
A study was conducted to investigate the effect of carrier type on the evaporation rate of a volatile flavour compound. Five SIPERNAT® grades and one AEROSIL® grade were compared to a competitive silica and silica gel. Thermogravimetric analysis (TGA) was then used to measure the loss of volatiles over time (Figure 7).

Figure 7: Evaporation rate of a flavour with various silica treatments at 25°C.
All of the SIPERNAT® and AEROSIL® substrates released the flavour at rates slower than the evaporation of the original flavour compound. The evaporation rate was found to be approximately proportional to the surface area of the carrier silica used. Silica gel was the worst-performing substrate. These products can be combined with various encapsulation techniques to improve performance further.
SIPERNAT® and AEROSIL® silicas have a high pore capacity, which enables them to efficiently convert liquids into free-flowing powders. There are many considerations as to which grade should be chosen and this article aims to suggest some good starting points and questions to consider for your application. However, no article can replace the knowledge of our technical sales team - so call us today on 01827 314151, to see how we can help you with your next formulation challenge.
This article has been adapted from two pieces of EVONIK literature: TI 1367 and TI 1213.



High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.

Micaceous Iron Oxide (MIO) is a naturally occurring iron oxide used in protective coatings due to a lamellar/platy morphology that allows it to form a barrier towards the ingress of water.

Thermochromic pigments, such as Chromazone®, enable formulators to create products with dynamic and heat-sensitive, colour changes. These smart materials have found their way into various applications, from functional safety indicators to eye-catching promotional products. For example, reversible thermochromic pigments are used in novelty mugs that reveal hidden designs when filled with hot beverages, packaging that signals when food or drink is at the optimal temperature for consumption, security labels for brand protection and anti-counterfeiting, and temperature-sensitive warning indicators on surfaces or medical devices.