
Inside the Mix – Understanding additives in 3D printed concrete
3D printed concrete offers the potential for quick sustainable construction

There are many different dispersant chemistries available to the formulator. Some will be more effective than others at dispersing particular pigments in aqueous or non-aqueous systems. This article offers tips on how to optimise the loading of a suitable dispersing agent, as the amount of dispersant required to cover the surface of a pigment or filler fully will vary. This will depend on the particular dispersing agent chosen and variations in surface area, surface energy, absorption kinetics and other formulation specifics. The primary particle surface must be covered completely, as this will optimise pigment stability and performance.
In this technical article:
Lawrence Industries represents MÜNZING CHEMIE in the UK and IE - offering a comprehensive range of additives for coatings and inks. Amongst these additives are the high-performance dispersing agents for organic pigments, inorganic pigments and carbon black - marketed under the well-known EDAPLAN® and METOLAT® brand names. Get in touch with our technical sales team on 01827 314151, to see how we can help you with your dispersion goals.
Getting the optimal amount of dispersing agent can be relatively easy to do for aqueous pigment slurries and yet can offer huge formulation and cost-saving benefits. Two main methods rely on the fact that viscosity reaches a minimum when the pigment surface is completely covered.
1). Prepare the pigment slurry – Pigment content is high enough, such that a slurry is obtained after mixing without a dispersing agent. Usually, a loading of 30 wt.% for organic pigments, or 55 wt.% for inorganic pigments, is necessary.
Dispersing time is about 30 minutes with a dissolver (or equivalent).
2). Addition of dispersant and determination of viscosity – Dispersant is added in portions to the stirred pigment slurry. After addition and mixing, the viscosity is measured at low shear rates with a Brookfield viscometer or a cone and plate system.
A dispersing agent is added until a minimum in viscosity is obtained. Two typical viscosity curves are observed as a result (Figure 1). Curve 1 is typical of conventional wetting agents and dispersants for inorganic pigments, such as polyphosphates and polycarboxylic acids. Curve 2 is usually seen for other types of polymeric dispersing agents.
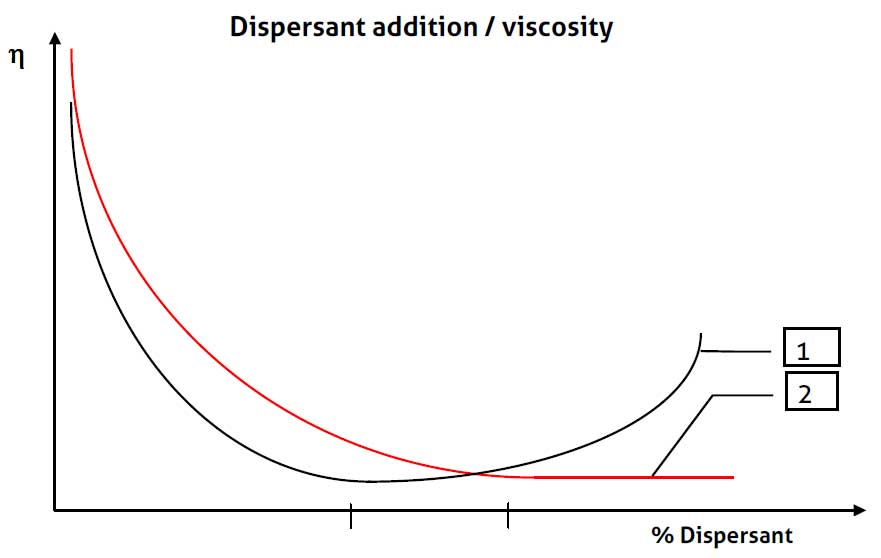
Figure 1: Viscosity decreases to a minimum as a polymeric dispersant is added to the pigment slurry. Different dispersant types give different curves. Optimal dispersion loading is the point at which the viscosity minimum is achieved.
In general, the amount of dispersing agent determined in this experimental method is too low. This is because:
This can be demonstrated if the procedure is changed to the following method:
1). Dispersion of a pigment slurry with glass balls in a shaking mixer e.g. Red-Devil.
2). Addition of dispersant until a minimum of viscosity is obtained. Dispersion is continued for approximately 10 minutes. In many cases, the viscosity rises again - so that more dispersing agent has to be added to the slurry. The procedure is continued until a clear minimum in viscosity is obtained.
For a polymeric dispersant, the curve of viscosity reduction is as follows in Figure 2.
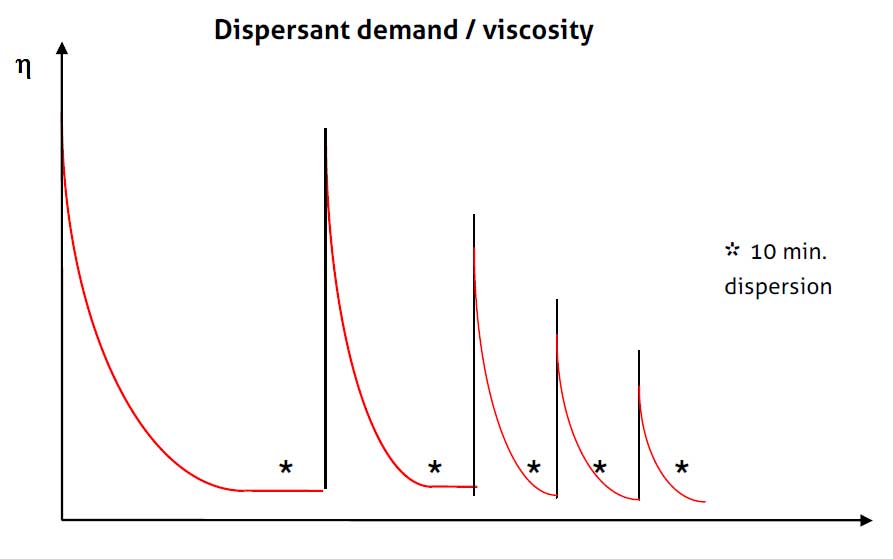
Figure 2: Reagglomeration starts immediately after the removal of shear when there is insufficient dispersant. Using method B (rather than method A) will help you to determine the correct loading of dispersant required.
Values of viscosity decrease after each addition of dispersant to a minimum, but rise again after a longer dispersing time. Viscosities can be lowered stepwise until no final increase in viscosity is observed. Quantities of dispersing agent found via this method are not indicative of the obtained particle size, stability against reagglomeration and the stability of adsorbed dispersants on the pigment surface. For determining these factors refer to the next section.
Several test methods can be carried out to determine different aspects of the quality of a dispersion. In the following method, we look at how to prepare a drawdown, ready for testing:
1). Determination of dispersant demand – Follow Method B above to calculate the exact amount of dispersing agent required.
2). Preparation of pigment pastes – Pigment pastes are prepared with the correct amount of dispersant. Additionally, pastes are prepared with 10% less and 10% more dispersant than the optimal amount. This helps to corroborate that the optimum amount is what was determined from Method B.
Dispersing is performed on a shaking mixer or sand mill (Red-Devil or Scandex). Always use the same device and procedure when comparing samples. The ratio of pigment paste to glass balls = 1:1.5. Dispersing time = 40-60 minutes. The addition of a relatively high level of persistent defoamer (0.5-1.0%), such as AGITAN® 731, will ensure that air bubbles do not interfere with the subsequent measurements. To summarise, the paste compositions are given in Table 1. Note that a pH modification may be required for some types of dispersants.
| Organic Pigments | Inorganic Pigments | Carbon Black | |
| Pigment | 30-40% | 55-60% | 10-20% |
| Dispersant | Value determined in Method B | ||
| Defoamer | 1.0% | 0.5% | 1.0% |
| Water | Rest up to 100% | ||
Table 1: The composition of the pigment paste made up for subsequent testing of dispersion quality.
After grinding, clear lacquers are pigmented with the prepared tinters and applied onto clean glass plates. The ratio of the pigment to binder solids should be as follows:
3). Evaluation of the dispersion – The following test methods in Table 2 can be performed to determine and compare the quality of a dispersing agent and the dispersion.
| Test Method | What it Reflects |
| Gloss and Haze | The degree of grinding |
| Colourpoint, colouring power | Degree of grinding, eventual colour changes caused by chemical reaction of dispersant and pigment. Changes of primary particle size or structure |
| Rub-out | Reagglomeration, flocculation, floating/flooding |
| Different application methods e.g. pouring, spraying etc. | Flocculation, formation of agglomerates |
| Transparency or hiding power | Fineness of grinding |
Table 2: Test methods for determining the quality of an obtained pigment or filler dispersion.
An example of how dispersion quality can affect rub-out and transparency are shown in Figure 3.
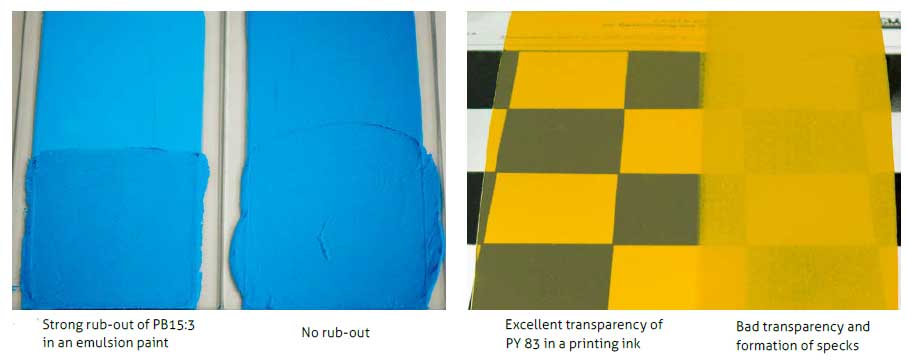
Figure 3: Dispersant type, loading and dispersion protocol have a huge impact on the rub-out testing and transparency measurements.
Getting the optimal amount of the correct dispersing agent can be the difference between the desired pigment effect in the final application and a poor low-quality version. This is an easy yet very impactful step that is required when bringing together a coatings formulation. If you would like to discuss your specific formulation and get advice on the best dispersing agent for your application, you can contact Lawrence Industries to talk with one of our technical team who can make specific recommendations.



3D printed concrete offers the potential for quick sustainable construction

Expandable graphite and Quarzwerke minerals can be used to enhance flame-retardant systems for EV safety.
High Temperature Expandable Graphite from LUH is able to be used in thermoplastics without expanding during the extrusion process.